
科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂

一、粉末利用率高:有着zhuanli权的先进送粉技术性—中心送粉,完成粉末利用率90%。中心送粉技术性因其与众不同的基本原理设计方案,气压低送粉,合理降低粉末磁控溅射,完成粉末的利用率从制造行业广泛的60%~70%提升到90%。山东高端超高速激光熔覆二、生产加工高效率:髙速激光熔覆武器装备激光器功率2000W~8000W,中心送粉设计方案保证激光器动能被高效率消化吸收运用,生产加工薄厚范畴0.3mm~1.3mm,生产加工高效率为0.7㎡/h~1.5㎡/h。超高速激光熔覆设备三、经济效益性强:髙速激光熔覆机器设备应用时熔覆生产成本低,与电镀工艺非常。以ZKZM-6000W为例子,年工作中时间2000h,每台年产量1600㎡,熔覆生产成本约为80万元,每台年产量经济效益保守估计二百万。

1.淬火零件不形变、激光淬火的热力循环全过程快。山东高端超高速激光熔覆2.几乎不毁坏表面表面粗糙度选用抗氧化维护薄镀层。3.激光淬火不裂开、精准定量分析的数控机床淬火。4.对局部、沟、槽淬火精准定位精准的数控机床淬火。5.激光淬火清理、高效率、不用水或油等冷却物质。6.淬火强度比基本方式高、淬火层机构细腻、强延展性好。7.激光淬火是迅速加热、自激冷却,不用炉内隔热保温和冷却液淬火,是一种零污染低碳环保热处理方法,能够非常容易推行对大中型磨具表面开展匀称淬火。超高速激光熔覆设备8.因为激光加热速度更快,热危害区小,也是表面扫描仪加热淬火,即一瞬间局部加热淬火,因此被解决的磨具形变不大。9.因为激光束散发角不大,具备非常好的导向性,可以根据光导对系统磨具表面开展精准的局部淬火。10.激光表面淬火的硬底化层深层一般为0.3~1.5毫米。

第四,针对一些淬火温度较高的不锈钢板零件,其淬火温度和溶点温度很贴近,在应用感应开关开展商品部分表面淬火时非常容易烫伤交角或不规律位置,造成 零件损毁,而激光表面淬火则不会受到此限。山东超高速激光熔覆设备第五,激光淬火制冷速率迅速,不用水或油等制冷物质,是清理、高效率的环境保护淬火加工工艺。超高速激光熔覆设备第六,表面淬硬层机构细,强度高,耐磨性能好,能考虑淬硬层深层偏浅(一般在0.3~2.0Mm)表面淬火商品。
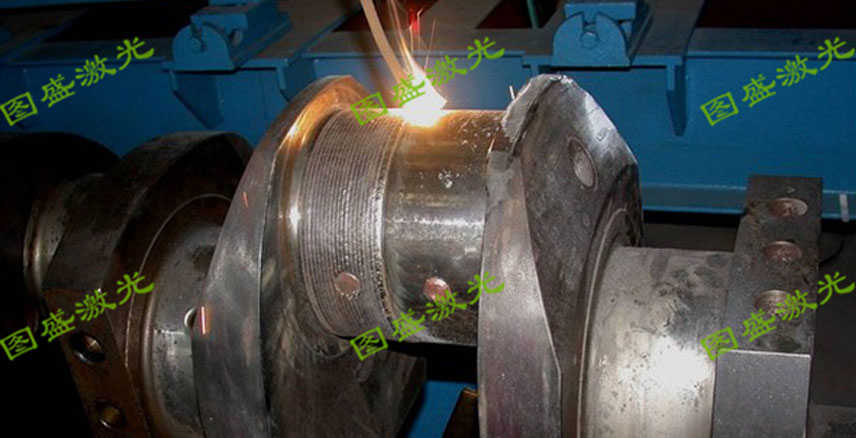
(1)主轴轴承及任意附加4个试件,试件直徑80mm,壁厚20毫米,两边磨去。在选用CO2激光器开展激光硬底化前,各自在主轴轴承和试件表面上涂敷一层非常建筑涂料,以提升对激光的消化吸收。山东高端超高速激光熔覆(2)用5kW的CO2散流式激光器对主轴轴承及试件开展激光淬火,其功率P=1800~2000W,扫描仪速率v=5毫米/s,数控车床转速比n=30r/min,扫描仪总宽2~3.5毫米。并选用微型机操纵淬火数控车床(操作台),配置灵便通用性的夹具工装,固定不动淬火产品工件作平行面挪动、旋转或生成健身运动。超高速激光熔覆(3)激光淬火化后的主轴轴承及试件检测淬硬层深层0.5~1.3mm;表面淬火强度60~66HRC;机构为最表层特细奥氏体+小量残余马氏体,衔接层奥氏体+铁素体+渗碳体,里层为初始机构,即淬火索氏体。

不一样的扫描仪速率的转变对熔覆层品质有显著危害,合适的扫描仪速率使熔覆层持续,整平、光洁、无出气孔,扫描仪速率过快会造成熔覆层不持续,呈时断时续的粒珠状,有裂缝。山东高端超高速激光熔覆危害排气管门激光熔覆层品质的其他要素也有维护汽体的工作压力尺寸,实验发觉,维护空气压力过大,会使粗糙度提升,表层不整平光洁,造成皱褶。维护空气压力过小,一是熔覆层表层达不上抗氧化目地,会使空气中的氧参加激光与粉末状的功效,使熔覆层造成缺点。超高速激光熔覆设备摄像镜头的环境污染也会出现危害。由于光线和保护气同轴输出,既具有维护溶池的功效,也具有维护摄像镜头的功效。在激光处理方式中,免不了有溅出状况,保护气能够避免炉渣飞贱到聚焦点镜片上,因此 维护汽体的工作压力尺寸也是不容忽视的。




