
科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
1、品质优点:激光淬火的功率高,制冷速度更快,不用水或油等制冷物质,是清理、迅速的淬火加工工艺。陕西高端高频淬火与感应淬火、火苗淬火、渗氮淬火加工工艺对比,激光淬火淬硬层匀称,强度高,工件形变小,加温层深层和加温运动轨迹非常容易操纵,便于完成自动化技术。2、技术特性:激光淬硬层的深层按照零件成份、规格与样子及其激光加工工艺主要参数的不一样,一般在0.3~2.0Mm范畴中间。高频淬火公司对大中型传动齿轮的轴颈、大中型轴类零件的电动机轴开展淬火,表面表面粗糙度基础不会改变,不用事后机械加工制造就可以考虑具体工作状况的要求。

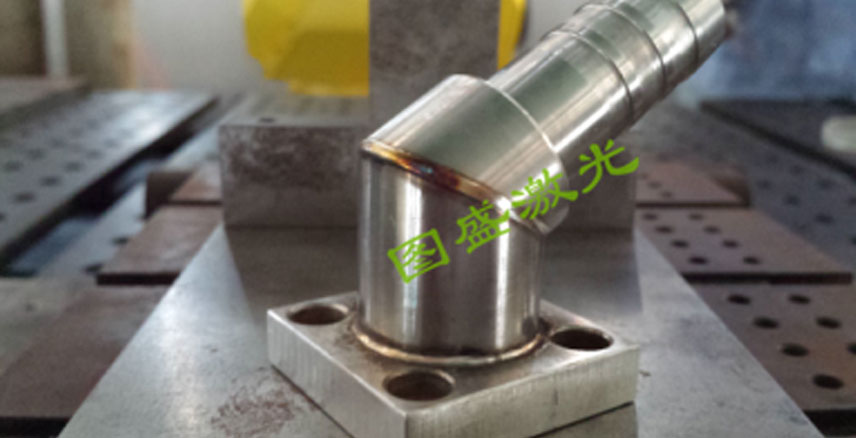
(1)准备热处理工艺:滑轨经煅造后,开展基本的淬火及热处理,以优化晶体,改进组织架构,减少热应力,并为事后激光淬火搞好机构提前准备。陕西高端高频淬火(2)激光淬火机器设备及加工工艺主要参数:选用国内31.5kW二氧化碳激光器及激光生产加工数控车床,激光功率P=900W,光点直徑为4mm,离焦量d=240Mm,扫描仪速率v=十米/s。经上述处理工艺后的滑轨,淬火区淬硬层深层为0.58mm,硬底化网络带宽为4.47mm,硬底化层机构为细纤维状奥氏体+一部分残余马氏体,表面强度为724~797HV0.1,等同于61~64HRC。高频淬火公司(3)损坏实验:损坏实验结果显示,当激光扫描仪淬火纹路为45°斜杠,硬底化总面积为40%时,滑轨耐磨性能高。
2、技术特质:激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。陕西高频淬火公司激光熔凝淬火技术是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。高频淬火公司激光熔凝层比激光淬火机层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。

激光热处理的优势:1.激光热处理不用应用额外材料,只需更改等待处理材料表面的构造,解决后的改性层有充足的薄厚,并可调整到0.1-0.8mm的深层如所须。陕西高端高频淬火2.解决层与基钢板中间的融合抗压强度高,改性层与常规材料中间的激光表面解决是高密度的冶金工业融合,解决层的表面是高密度的冶金工业构造,具备高韧性和耐磨性能。3.处理部件的形变十分小。因为激光功率高且构件时间较短(10-2-10秒),构件的热形变区和总体转变十分小。因而,它适用高精密零件加工,做为材料和零件的后工艺处理。高频淬火公司4.生产加工协调能力好,运用普遍。软性光导系统软件可用以将激光正确引导至解决一部分,进而能够 非常容易地解决深孔,内螺纹,埋孔和凹形槽,而且能够 实行可选择性部分解决。

一、粉末利用率高:有着zhuanli权的先进送粉技术性—中心送粉,完成粉末利用率90%。中心送粉技术性因其与众不同的基本原理设计方案,气压低送粉,合理降低粉末磁控溅射,完成粉末的利用率从制造行业广泛的60%~70%提升到90%。陕西高端高频淬火二、生产加工高效率:髙速激光熔覆武器装备激光器功率2000W~8000W,中心送粉设计方案保证激光器动能被高效率消化吸收运用,生产加工薄厚范畴0.3mm~1.3mm,生产加工高效率为0.7㎡/h~1.5㎡/h。高频淬火公司三、经济效益性强:髙速激光熔覆机器设备应用时熔覆生产成本低,与电镀工艺非常。以ZKZM-6000W为例子,年工作中时间2000h,每台年产量1600㎡,熔覆生产成本约为80万元,每台年产量经济效益保守估计二百万。




