
科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
1.激光器输出功率:激光发生器单位时间内輸出的动能。高速激光熔覆一般用kW级激光发生器,如优货多中国与美国生产制造的ZKZM-2000W和ZKZM-4000W在销售市场上应用推广较多,可考虑绝大多数的科学研究和生产制造要求。浙江高端激光切割2.钢筋搭接率:钢筋搭接率一方面危害熔覆层粗糙度,另一方面危害熔覆高效率。高速熔覆的钢筋搭接率较高,一般为60%-80%(一般熔覆的钢筋搭接率是30%-50%)。3.熔覆速率:熔覆角速度和熔覆高效率均可表明熔覆速率尺寸。优货多中国与美国ZKZM-4k高清W熔覆评测角速度可保证5m/min-100m/min,在熔覆薄厚0.2-1.3mm时,熔覆高效率每钟头0.5-1.2平米。激光切割厂家4.送粉量:高速熔覆的送粉量关键与粉末状溶点特点、激光器输出功率、产品工件健身运动角速度相关,既要确保粉末状充足熔融,另外粉末状也不可以粗晶。
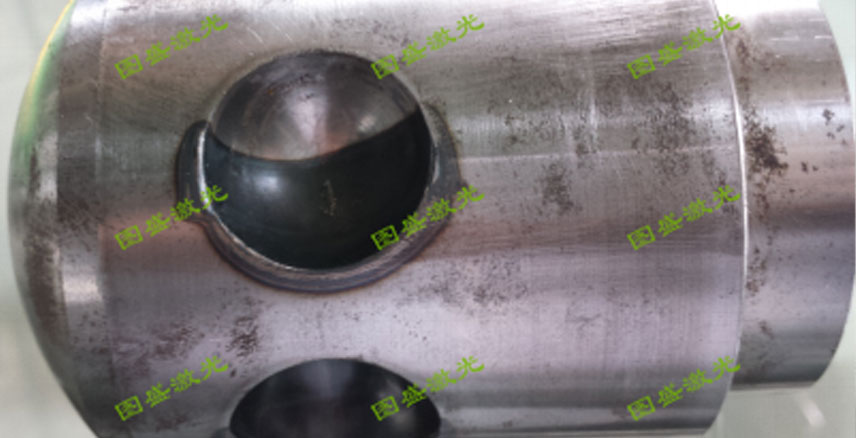
数控车床离合联接、花键轴套、磁轭和齿环等经激光淬火后,其品质显著好于一般盐浴或磁感应淬火,解决了联接爪部掘进工作面强度低、车床卡盘里侧畸变大,花键轴套键侧边强度低、内螺纹畸变偏差、小圆孔处裂开,磁轭和齿环渗氮淬火畸变大、产生断齿、二者齿合欠佳、传送扭矩不够及产生跑偏等缺点。浙江高端激光切割(1)生产流程:所有机械加工制造后,在数控机床激光热处理工艺机里全自动开展六个爪的12个侧边激光扫描仪淬火。(2)激光淬火加工工艺:激光功率P=1000W,透镜焦距f=350mm,离焦量d=59mm,扫描仪速率v=100mm/min,生产节拍t=45s/件。激光切割厂家(3)检测結果:强度为57~60HRC,淬硬层深层0.3~0.6毫米,直徑畸变≤±0.03mm,爪侧边100%淬硬。

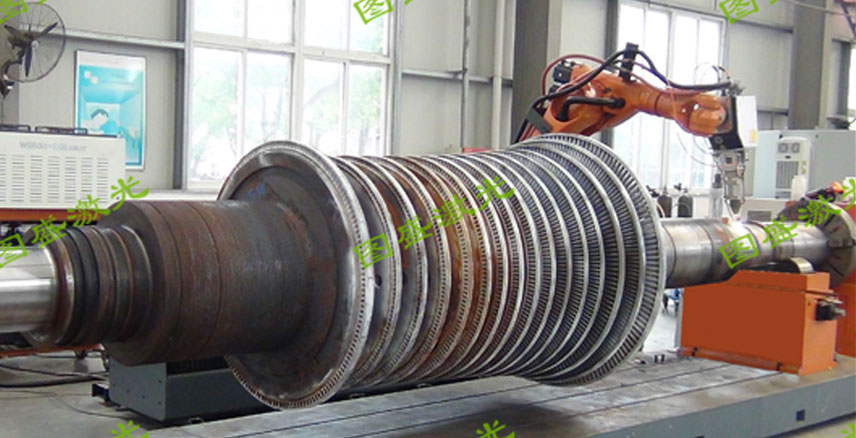
激光表面热处理是运用高功率的激光束对金属材料开展表面解决的方式 ,它能够 对原材料完成改变硬底化(或称作表面热处理、表面非晶化、表面重熔粹火)、表面细晶强化等表面改性材料解决,造成用其他表面热处理达不上的表面成份、机构、特性的更改。浙江高端激光切割激光具备单色性、相关行业、专一性和高效率能量相对密度四大特性,因而,其透过工作能力极强。激光的透过工作能力是由其动能大孝功率高低、時间长度而决策。激光切割厂家当功率为103W/cm2~107W/cm2时,以103℃/s~107℃/s加温速率把金属材料表面加温到仅小于溶点的临界值变化溫度,其表面快速马氏体化,随后极速过温保护热处理,制冷速率达到1.7×104℃/s,金属材料表面快速被加强,这就是激光改变硬底化。

通过分析淬火零件的材料特性、使用条件、服役工况等因素,明确技术条件、产品质量要求,进而选择激光淬火硬化模型及确定激光淬火工艺参数。浙江高端激光切割同时,也应考虑工艺的可操作性,生产效率及经济效益等。激光束模式分为多模光束、低阶模光束、基模光束,一般采用多模光束进行激光热处理。根据单条激光淬火带宽度,激光淬火带形式有窄带和宽带之分;激光淬火带分布类型有直条型、螺旋型、正弦波型、交叉网格型、圆环型等,可根据需要选择一种或多种复合分布类型进行激光淬火。激光切割厂家同时,应确定激光淬火带在淬火表面的分布位置以及硬化面积比率。激光淬火工艺参数是激光热处理的关键环节。
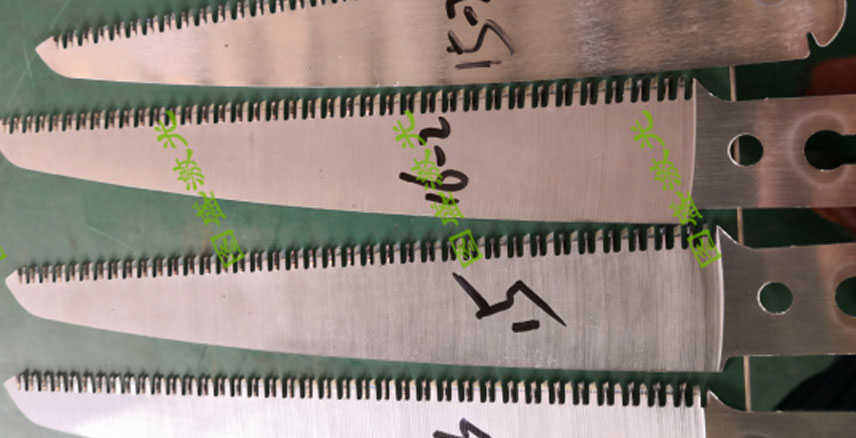
第四,针对一些淬火温度较高的不锈钢板零件,其淬火温度和溶点温度很贴近,在应用感应开关开展商品部分表面淬火时非常容易烫伤交角或不规律位置,造成 零件损毁,而激光表面淬火则不会受到此限。浙江激光切割厂家第五,激光淬火制冷速率迅速,不用水或油等制冷物质,是清理、高效率的环境保护淬火加工工艺。激光切割厂家第六,表面淬硬层机构细,强度高,耐磨性能好,能考虑淬硬层深层偏浅(一般在0.3~2.0Mm)表面淬火商品。




