
科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
根据材料的不同种类,调节激光功率密度、激光辐照时间等工艺参数,增加一定的气氛条件,可进行激光表面淬火(相变硬化)、激光表面熔凝、激光表面合金化等激光表面处理。海南高端激光切割其特点如下:1、激光表面淬火,主要通过相变硬化,提高表面硬度和耐磨性;2、激光表面熔凝,主要通过在高功率密度激光束作用下,材料表面快速熔化并激冷,获得极细晶粒组织,显著提高硬度和耐磨性;激光切割设备3、激光表面合金化,利用多种方法,将添加元素置于基材表面(或吹人合金化气体),在保护气氛下,激光将二者同时加热熔化,获得与基材冶金结合的特殊合金层。
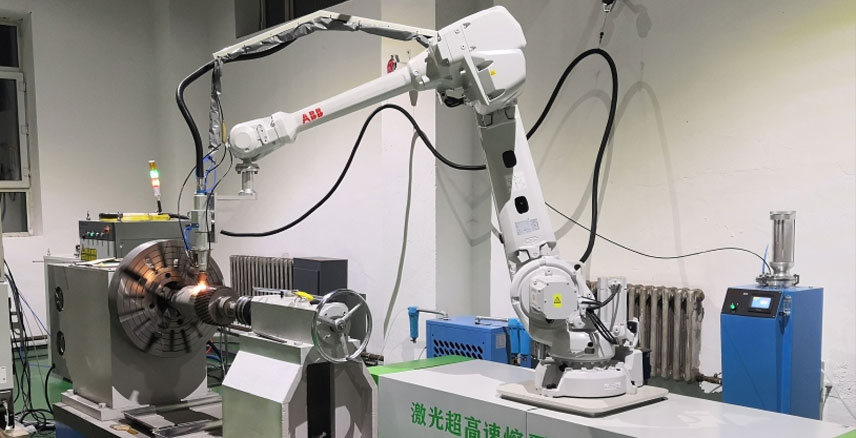
激光热处理在大型机车制造业已被采用,大大提高了机车寿命,主要是机车大型曲轴的激光热处理和机车柴油机缸套和机车主簧片的激光热处理。海南高端激光切割它们的模具制造工艺复杂,精度要求高,形状各异,应用广泛,但往往因模具的寿命短而加大了成本,返修也很困难。用激光对模具表面进行热处理,已逐渐被认识和被采用,可成倍的提高模具的寿命,又不受形状和尺寸的限制。激光热处理过的曲轴由于激光热处理越来越显示其优越性,各种大功率CO2激光热处理不断问世。有些大型企业不惜代价引进国外先进设备,如大连机车车辆厂引进德国6000W CO2激光器由于大型曲轴热处理生产线等。激光切割设备与此同时,国产大功率CO2激光热处理设备销售每年也成倍增长,激光热处理生产线在各地相继发展起来。

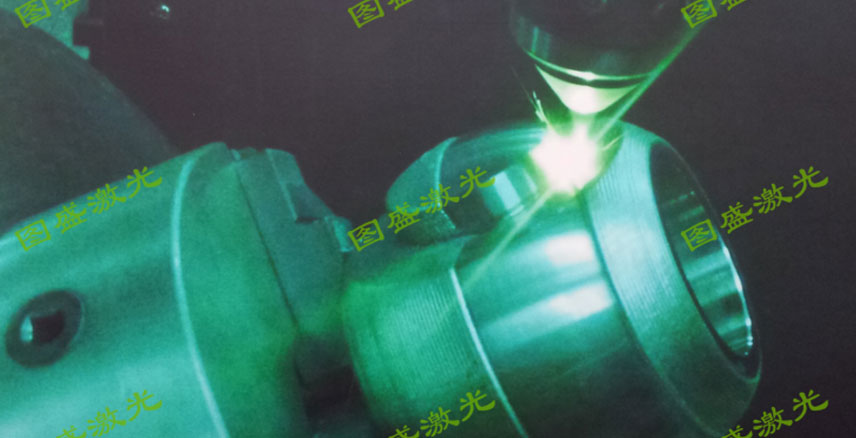
激光加温具备非常高的功率,即激光的直射地区的企业总面积上集中化非常高的输出功率。因为功率极高,工件传输排热没法立即将发热量传走,結果促使工件被激光直射区快速提温到马氏体化溫度完成迅速加温。海南高端激光切割当激光加温完毕,由于迅速加温时工件常规大容积中仍维持较低的溫度,被加温地区能够 根据工件自身的导热快速制冷,进而完成热处理等热处理实际效果。激光热处理自动化技术程度高,硬底化层深层和硬底化总面积可操控性好。激光切割设备该技术性关键用以加强汽车零部件或工磨具的表面,提升其表面强度、耐磨性能、耐腐蚀性及其抗压强度和高溫性能等,如发动机缸孔、发动机曲轴、五金模具也有锻造型板等。

通过分析淬火零件的材料特性、使用条件、服役工况等因素,明确技术条件、产品质量要求,进而选择激光淬火硬化模型及确定激光淬火工艺参数。海南高端激光切割同时,也应考虑工艺的可操作性,生产效率及经济效益等。激光束模式分为多模光束、低阶模光束、基模光束,一般采用多模光束进行激光热处理。根据单条激光淬火带宽度,激光淬火带形式有窄带和宽带之分;激光淬火带分布类型有直条型、螺旋型、正弦波型、交叉网格型、圆环型等,可根据需要选择一种或多种复合分布类型进行激光淬火。激光切割设备同时,应确定激光淬火带在淬火表面的分布位置以及硬化面积比率。激光淬火工艺参数是激光热处理的关键环节。
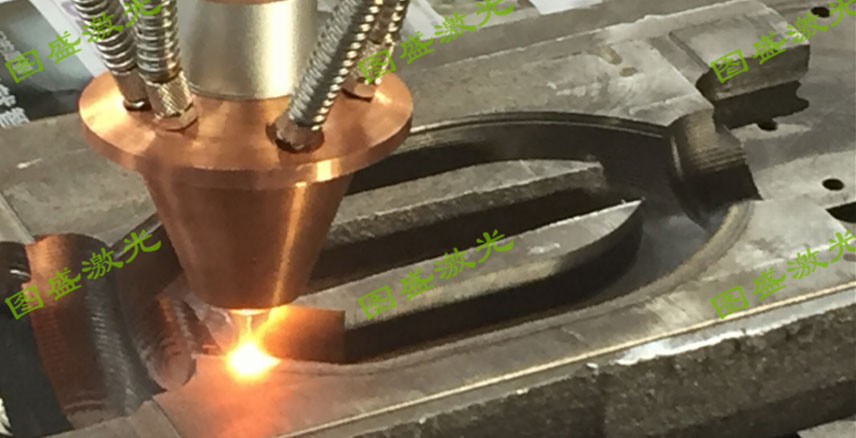
3.加工工艺特性:早期解决:激光熔覆一般只需将产品工件打磨抛光整洁,去油,防锈处理,去疲惫层等,非常简单。高端激光切割设备第二送粉:CO2激光器输出功率很大,一般用氩气送粉;YAG激光输出功率小,一般用当然落粉的方法。这二种方法在熔覆时都基础在水准部位产生溶池,歪斜稍大粉末状便不可以一切正常送到,激光的应用范畴受限制,非常是YAG激光器。激光切割设备第三从溶池产生的情况看:因为激光的线性度高,功率稳定,且沒有电孤触碰,因此,溶池尺寸深层一致性好。第四加温快制冷快:危害金属材料相产生的匀称度,也对排气管泥渣不好,这也是导致激光熔覆产生出气孔,强度不匀的关键缘故,非常是YAG激光趋向更比较严重。
1.激光器输出功率:激光发生器单位时间内輸出的动能。高速激光熔覆一般用kW级激光发生器,如优货多中国与美国生产制造的ZKZM-2000W和ZKZM-4000W在销售市场上应用推广较多,可考虑绝大多数的科学研究和生产制造要求。海南高端激光切割2.钢筋搭接率:钢筋搭接率一方面危害熔覆层粗糙度,另一方面危害熔覆高效率。高速熔覆的钢筋搭接率较高,一般为60%-80%(一般熔覆的钢筋搭接率是30%-50%)。3.熔覆速率:熔覆角速度和熔覆高效率均可表明熔覆速率尺寸。优货多中国与美国ZKZM-4k高清W熔覆评测角速度可保证5m/min-100m/min,在熔覆薄厚0.2-1.3mm时,熔覆高效率每钟头0.5-1.2平米。激光切割设备4.送粉量:高速熔覆的送粉量关键与粉末状溶点特点、激光器输出功率、产品工件健身运动角速度相关,既要确保粉末状充足熔融,另外粉末状也不可以粗晶。




