
科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
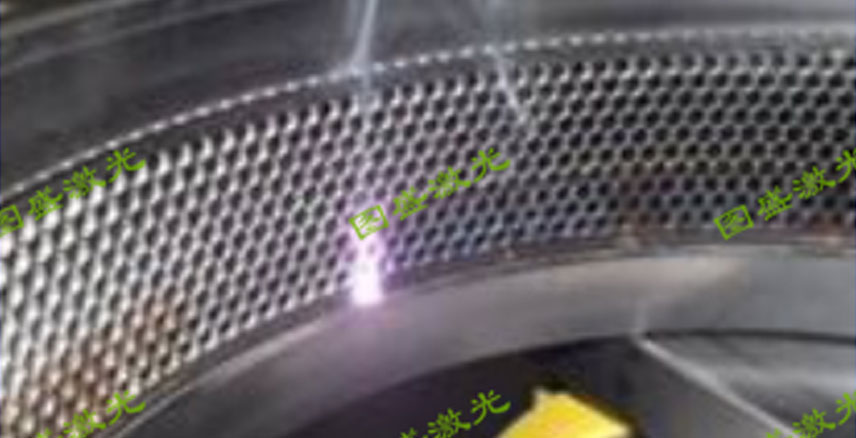
激光表面淬火技术是运用聚焦点后的激光束做为热原直射在等待处理产品工件表面,北京进口淬火使其必须硬底化位置温度一瞬间大幅度升高而产生马氏体,淬火设备接着经迅速制冷得到 晶体细的奥氏体或其他组织的淬硬层全过程的热处理工艺生产加工技术。
缩写LHT。北京进口淬火也称激光淬火或激光相变硬化,是以高能量激光束快速扫描工件,使被照射的金属或合金表面温度以极快速度升高到相变点以上,激光束离开被照射部位时,由于热传导作用,处于冷态的基体使其迅速冷却而进行自冷淬火,得到较细小的硬化层组织,硬度一般高于常规淬火硬度。处理过程中工件变形极小,适用于其他淬火技术不能完成或难以实现的某些工件或工件局部部位的表面强化。激光热处理自动化程度较高,硬化层深度和硬化面积可控性好。淬火设备该技术主要用于强化汽车零部件或工模具的表面,提高其表面硬度、耐磨性、耐蚀性以及强度和高温性能等,如汽车发动机缸孔、曲轴、冲压模具、铸造型板等的激光热处理。
第一,功率高、加温速率很快,零件形变很小,且能够根据热处理方法来操纵形变,产品工件解决后不用刃磨,能够做为零件深度加工的最终一道工艺流程。北京进口淬火第二,能够 对样子繁杂零件;如埋孔、内螺纹、小槽、厚壁零件等开展解决或部分解决,也可依据必须在同一零件的不一样位置开展不一样的解决。能够 摆脱高频率淬火因受感应开关限定无法对样子繁杂零件开展表面淬火、加温地区无法操纵、厚壁零件淬火易裂开的难题;对大中型零件的生产加工也不用遭受渗氮淬火等有机化学热处理工艺时炉内规格的限定。淬火设备第三,实用性强。因为激光聚焦点深层大,淬火时对零件的规格、尺寸及表面也没有严苛的限定。而目前的中高频率淬火对各种各样零件都得制做适合的感应开关。
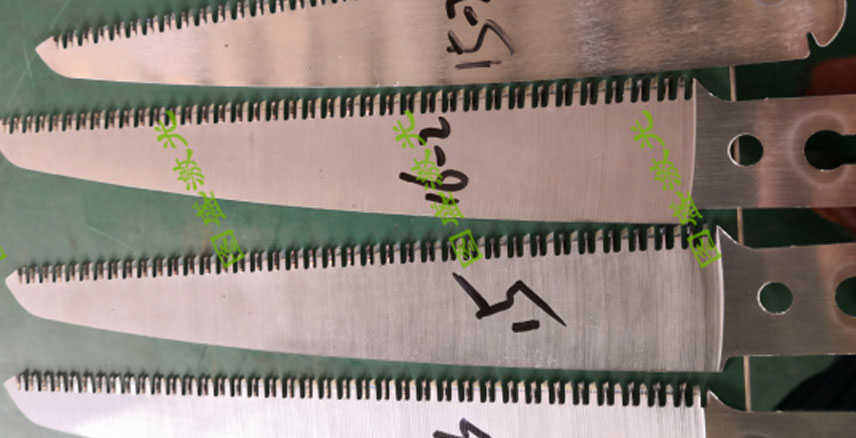
(1)主轴轴承及任意附加4个试件,试件直徑80mm,壁厚20毫米,两边磨去。在选用CO2激光器开展激光硬底化前,各自在主轴轴承和试件表面上涂敷一层非常建筑涂料,以提升对激光的消化吸收。北京进口淬火(2)用5kW的CO2散流式激光器对主轴轴承及试件开展激光淬火,其功率P=1800~2000W,扫描仪速率v=5毫米/s,数控车床转速比n=30r/min,扫描仪总宽2~3.5毫米。并选用微型机操纵淬火数控车床(操作台),配置灵便通用性的夹具工装,固定不动淬火产品工件作平行面挪动、旋转或生成健身运动。淬火(3)激光淬火化后的主轴轴承及试件检测淬硬层深层0.5~1.3mm;表面淬火强度60~66HRC;机构为最表层特细奥氏体+小量残余马氏体,衔接层奥氏体+铁素体+渗碳体,里层为初始机构,即淬火索氏体。

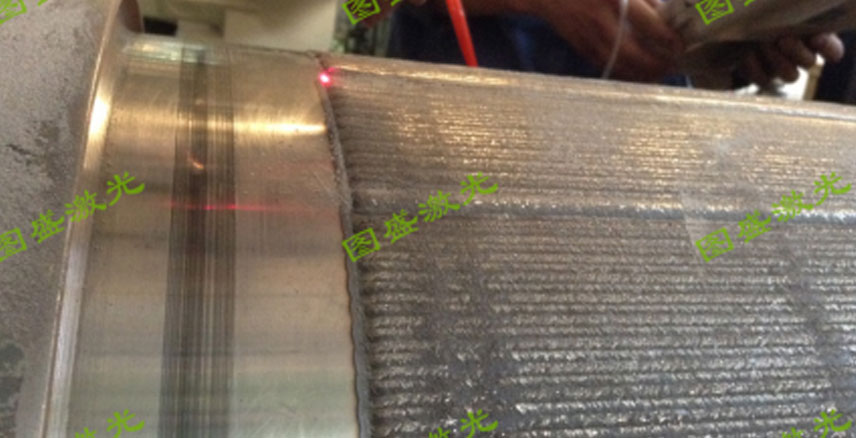
根据材料的不同种类,调节激光功率密度、激光辐照时间等工艺参数,增加一定的气氛条件,可进行激光表面淬火(相变硬化)、激光表面熔凝、激光表面合金化等激光表面处理。北京进口淬火其特点如下:1、激光表面淬火,主要通过相变硬化,提高表面硬度和耐磨性;2、激光表面熔凝,主要通过在高功率密度激光束作用下,材料表面快速熔化并激冷,获得极细晶粒组织,显著提高硬度和耐磨性;淬火设备3、激光表面合金化,利用多种方法,将添加元素置于基材表面(或吹人合金化气体),在保护气氛下,激光将二者同时加热熔化,获得与基材冶金结合的特殊合金层。




