
科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
1.同输出功率标准下,高速韵腾激光熔覆单位时间的熔覆总面积是传统激光熔覆的近10倍;高端激光表面处理设备2.高速熔覆表层细致整平,精抛后光滑面为Ra≤0.8μm,十分适用层析熔覆,熔覆薄厚为0.1-0.6毫米上下可调式;3.熔覆层与常规为冶金融合,结合性远好于喷漆、电镀工艺等传统加工工艺,高速激光熔覆是翠绿色取代不锈钢等涂层的甄选加工工艺;4.高速熔覆的粘接层对比热喷涂层和电镀工艺镀层更为耐磨损耐腐蚀,是与常规呈冶金融合方式制取的纤薄保护层厚度;激光表面处理设备5.高速激光熔覆加工工艺对板材表层稀释液率极低(稀释液率<1%),使激光器对常规的热危害做到最少,因此可完成热敏感原材料零件的镀层制取,防止传统熔覆表层缺点产生。

激光熔覆机械设备构成:激光器、制冷发电机组、送粉组织、生产加工操作台等。高端激光表面处理设备激光器的采用:运用普遍的有CO2激光器,固态激光器。CO2激光器是运用最广、类型数最多的一种激光器,在汽车产业、钢铁产业、造船业、航空公司及航宇业、电动机工业生产、机械工程、钢铁工业、金属材质的激光切割加工等行业广泛运用。约占全世界工业生产激光器销售总额40%,北美地区更达到70%。激光表面处理设备1.输出功率高。CO2激光器是现阶段功率做到最 高级别区的激光器之一,其较大 持续功率达到几十万瓦。2.高效率。光电转换率达到30%之上,比其他生产加工用激光器的高效率得多。3.光线品质高。方式好,相关行业好,线宽度,工作中平稳。

一、粉末利用率高:有着zhuanli权的先进送粉技术性—中心送粉,完成粉末利用率90%。中心送粉技术性因其与众不同的基本原理设计方案,气压低送粉,合理降低粉末磁控溅射,完成粉末的利用率从制造行业广泛的60%~70%提升到90%。重庆高端激光表面处理二、生产加工高效率:髙速激光熔覆武器装备激光器功率2000W~8000W,中心送粉设计方案保证激光器动能被高效率消化吸收运用,生产加工薄厚范畴0.3mm~1.3mm,生产加工高效率为0.7㎡/h~1.5㎡/h。激光表面处理设备三、经济效益性强:髙速激光熔覆机器设备应用时熔覆生产成本低,与电镀工艺非常。以ZKZM-6000W为例子,年工作中时间2000h,每台年产量1600㎡,熔覆生产成本约为80万元,每台年产量经济效益保守估计二百万。

根据材料的不同种类,调节激光功率密度、激光辐照时间等工艺参数,增加一定的气氛条件,可进行激光表面淬火(相变硬化)、激光表面熔凝、激光表面合金化等激光表面处理。重庆高端激光表面处理其特点如下:1、激光表面淬火,主要通过相变硬化,提高表面硬度和耐磨性;2、激光表面熔凝,主要通过在高功率密度激光束作用下,材料表面快速熔化并激冷,获得极细晶粒组织,显著提高硬度和耐磨性;激光表面处理设备3、激光表面合金化,利用多种方法,将添加元素置于基材表面(或吹人合金化气体),在保护气氛下,激光将二者同时加热熔化,获得与基材冶金结合的特殊合金层。
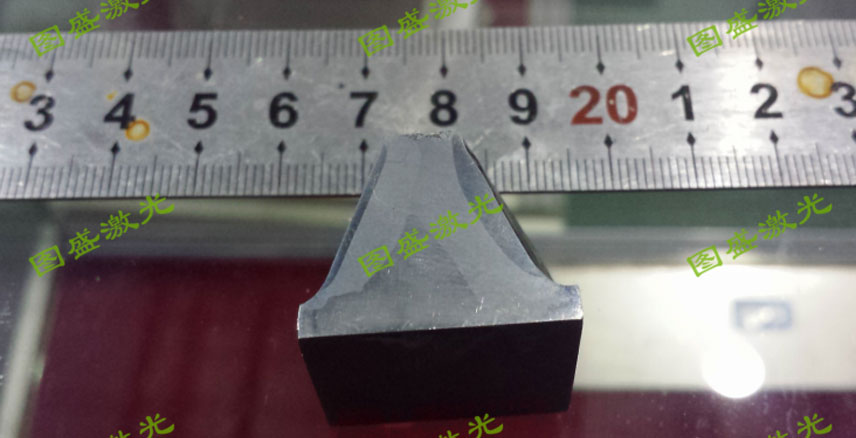
2、技术特质:激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。重庆激光表面处理设备激光熔凝淬火技术是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。激光表面处理设备激光熔凝层比激光淬火机层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。




