科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
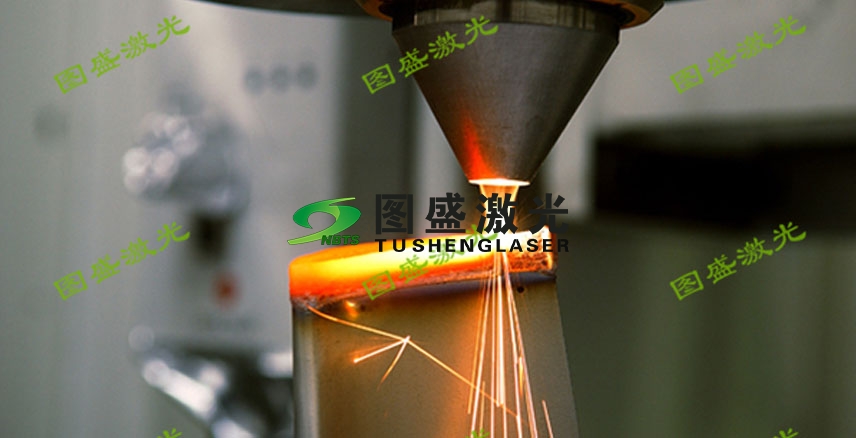
冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金;熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm,

能进行选区熔敷,材料消耗少,具有卓越的性能价格比;光束瞄准可以使难以接近的区域熔敷;工艺过程易于实现自动化。
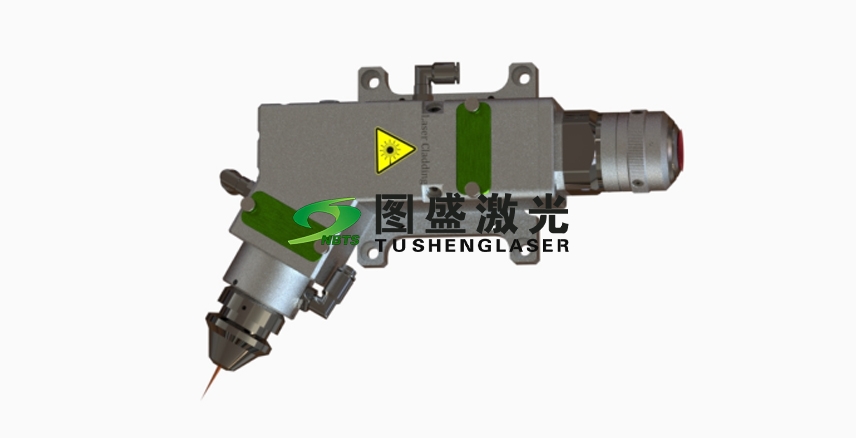
应用于激光熔覆的激光器主要有CO2激光器和固体激光器。对于连续CO2激光熔覆,国内外学者已做了大量研究.高功率固体激光器的研制发展迅速,主要用于有色合金表面改性。而采用CO2激光进行铝合金激光熔覆,铝合金基体在CO2激光辐照条件下容易变形,甚至塌陷。固体激光器,特别是碟片激光器输出波长为1.06μm,较CO2激光波长小1个数量级,因而更适合此类金属的激光熔覆。配备节能高效的激光熔覆烟雾过滤器也是企业的必要之举。